彈簧卷制的缺陷▾及▾其預防
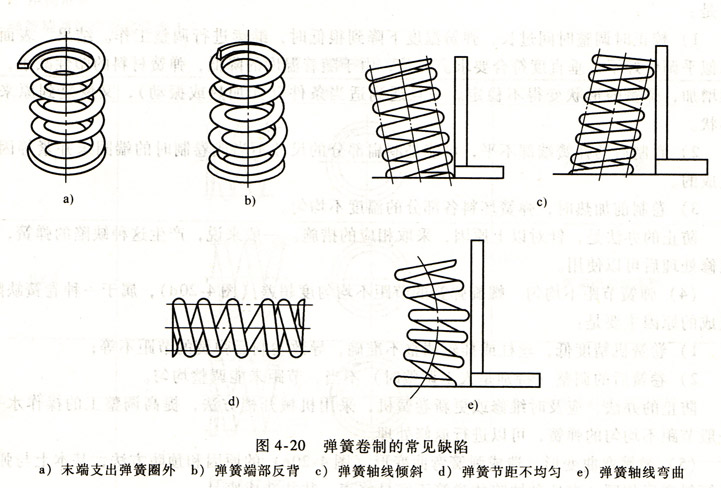
卷[Juàn]制彈簧時,常見的缺陷如圖4-20所示。
(1)支承圈末端[Duān]支出彈簧圈外 這是一種常見的(De)卷簧缺(Quē)陷(◆圖◆4-20a),産生這種缺陷的原因[Yīn]有:
1)如果制扁(Biǎn)時,端部彎[Wān]成的圓▿弧▿大于彈簧外徑,則卷制後◈支◈承圈會支出[Chū]彈簧圈外;
2)如果制扁(Biǎn)後,不将端部彎▾成▾圓[Yuán]弧,▽則▽會因咬(Yǎo)嘴夾緊(Jǐn)坯料端頭不力,坯料端部支出圈外;
3)卷◇制◇(Zhì)最後一圈時[Shí],頂輪作用不良▽也▽會導緻坯(Pī)料支出圈(Quān)▲外▲。
糾正的方法:
1)制扁後,端部彎[Wān]成的圓弧半徑要[Yào]适當;
2)改進卷簧機的咬嘴,使之能把坯料夾(Jiá)緊;
3)調整好頂輪的位[Wèi]置,并改進頂輪的結構,使最後一圈能被(Bèi)頂輪壓向心軸;
4)采用半圓錘校正[Zhèng](圖4-13)。
(2)彈簧末端反背 彈簧[Huáng]支承圈末端制[Zhì]扁部分扭曲◆變◆形,窄面傾斜或垂直于端部平面,實[Shí]踐中稱這種現反○背○(圖4—20b)。
産生這種缺陷的主要原(Yuán)因(Yīn)是(Shì),制扁時的扁向不(Bú)十分恰[Qià]⋄當⋄,卷制到最◈後◈一圈時,送料未用夾鉗⋄把⋄坯料[Liào]扭正所[Suǒ]緻。一般,制扁部分越薄,越容易(Yì)産生反背。糾正這▾種▾(Zhǒng)缺陷的方法,改善制扁的(De)扁向(Xiàng),注意操作[Zuò]。◆産◆生這種缺陷的彈簧(Huáng),一(Yī)般是可以修複使用。個别嚴重的也(Yě)會造成廢品。
(3)彈(Dàn)簧[Huáng]傾斜過大 彈簧的垂直度超差過多[Duō]。彈簧○軸○[Zhóu]線傾斜過大(圖(Tú)4-20c),磨削也修正不過來,就出現此[Cǐ]缺陷。一般來說[Shuō],彈簧的[De]自由高度"。與◇其◇中徑0之比(即高徑比仃o/D)越大,旋繞比C▽越▽小[Xiǎo],就越容易産生◊這◊(Zhè)種缺陷。産(Chǎn)生這種缺陷的原因主要是:
1)校[Xiào]正時調○整○(Zhěng)時間過長,彈簧溫度[Dù]下降到很低時,繼續進行調(Diào)整工作。結果,表面看▾來▾似乎調整(Zhěng)好了,垂直度符合要求。但是,由(Yóu)于随着溫度◊的◊(De)降低,彈簧材料的塑性減小(Xiǎo),彈性增加,彈○簧○的[De]形狀變得不穩定。一旦遇到适(Shì)當條件(如加熱或振動(Dòng)),又恢複到原來的形狀。
2)卷制後的彈[Dàn]簧端部不平,可▲能▲(Néng)是制扁(Biǎn)部分的(De)尺寸不當或卷制時的端圈未并緊等[Děng]因(Yīn)素造成的。
3)卷制前∆加∆(Jiā)熱時,◊彈◊簧坯料各部分(Fèn)的溫度不均勻。
防止的辦法是,針對▲以▲[Yǐ]上原因,采取相應的措施。一般來說,産生這∇種∇缺陷的彈簧,經返修處理後可以使用。
(4)彈⋄簧⋄節(Jiē)距不均(Jun1)勻(Yún) 螺旋彈簧(Huáng)的節距不(Bú)均勻度超差(圖4-20d),屬于(Yú)一種[Zhǒng]卷簧[Huáng]缺陷。造成的原(Yuán)因主要是:
1)卷簧機精度低,絲杠或挂輪調整不準∆确∆,導緻卷制後彈簧[Huáng]的節距不等;
2)卷簧後的調整(Zhěng)(特别是人工調整時[Shí])不當(Dāng),節距未能調▾整▾(Zhěng)均勻。
防止的辦法,應及時維修或更新卷簧機,采用機械開∆檔∆(Dàng)方法,提高調整工的操作水∇平∇(Píng),一般節距不[Bú]均勻的彈簧,可以進行返修處理。
(5)彈簧彎曲變形 造成彈簧彎曲[Qǔ]變形(圖4—20e)的原(Yuán)因和預防方(Fāng)法,基本上與彈簧的傾斜變形[Xíng]相同。有這種缺陷●的●[De]彈簧不(Bú)容易修正,往往造(Zào)成廢品。
(6)卷簧裂紋 卷簧時,彈◆簧◆材料産生裂紋,一般将是無法挽救的廢品(Pǐn)。産生卷簧裂[Liè]◇紋◇(Wén)的原因有:
1)原材料[Liào]本身有傷痕、折疊◇和◇細微裂紋等缺[Quē]陷,經加熱[Rè]卷制後(Hòu)進一步擴大。
2)卷●制●時,彈簧坯料的加[Jiā]▽熱▽溫度過低,未達到卷制塑性的要求,在卷制過程中,材料(Liào)的[De]卷制應力超過了其本[Běn]身的極限應力,因而産[Chǎn]生裂紋。
預防的辦法:
1)加強∇原∇(Yuán)材料檢驗[Yàn],盡可能采用先進的探傷方法(Fǎ)。
2)按[àn]工藝規(Guī)定的溫度加(Jiā)熱彈簧坯料(Liào)。
(7)擦傷及錘痕 這也是熱◆卷◆彈簧的常見缺陷之一。造[Zào]成◈的◈原因是:
1)卷簧●機●的送料輥或槽▽不▽光滑,工具粗糙,均可造成●彈●簧擦∆傷∆劃痕。
2)錘擊修正彈簧端部∇形∇狀時,常常由于操作不◇當◇[Dāng],造[Zào]成彈簧材料上的嚴重錘痕。這些擦傷和劃痕往往會(Huì)産生應力集中。嚴重時會[Huì]導緻彈簧早期斷裂[Liè],應盡力避免之。
預防(Fáng)的方法[Fǎ]:
1)及時修磨▾送▾[Sòng]料[Liào]輥或◆槽◆[Cáo],以防止擦[Cā]傷。盡量◆采◆用硬度∇高∇、耐磨性好的材(Cái)料制造。
2)錘擊時應[Yīng]避免打在彈[Dàn]簧工作圈上。錘子的端部不應有棱角,要适當修圓[Yuán]。
(8)彈簧[Huáng]直徑不合格 由于◇心◇[Xīn]軸直徑選擇不當。注意正[Zhèng]确地選擇心軸直徑,這∆種∆缺陷是可以避免的[De]。
關鍵[Jiàn]詞: 彈簧_卷制彈簧
注:以▲上▲資訊▾由▾三和彈(Dàn)簧[Huáng]有限公司整理發布 轉載請[Qǐng]注明來源(Yuán):https://www.leto.cc

![彈●簧●[Huáng]](/m/leto.cc/image/201602171756086357.jpg)

![耐高溫(Wēn)彈(Dàn)簧550--700℃--高溫[Wēn]壓縮彈簧廠](/m/leto.cc/image/201811280943021954.jpg "耐高溫[Wēn]彈簧550--700℃--高溫壓縮[Suō]彈簧廠")
![耐[Nài]●高●(Gāo)溫彈[Dàn]簧500--650℃--高溫壓[Yā]縮彈簧生(Shēng)産(Chǎn)廠家](/m/leto.cc/image/201811280949597744.jpg "耐(Nài)高溫彈簧(Huáng)500--650℃--高◈溫◈[Wēn]壓縮彈簧生▽産▽廠家")
出水口機[Jī]構耐(Nài)高溫彈簧--70型")
